山东精诚医药装备制造有限公司
医院 学院 医疗器械公司、保健食品厂与招标专线:
0536-3272761 、3272762
15263653818
制药厂 诊所 药店 食品厂 化工厂热线
0536-3272766、3272768
15263653813
免费服务热线:
400-008-6711 、 400-008-6722
地 址:山东潍坊青州市海岱南路4018号
 2024-1-20 14:04:39
2024-1-20 14:04:39
 151
151



工作原理
全自动中药制丸机将混合、炼制均匀的药坨均匀的投入制丸机料仓中,在螺旋推进器的挤压下,制出1-8条直径相同的药条,再经过导条轮同步进入搓丸忉轮,连续、快速的切搓出圆整均匀的药丸。
结构特点:
1、本机由出条和制丸两部分组成,箱式结构,横向出条,构造简单,操作容易,维修方便。
2、出条采用蜗轮减速器,传动平稳可靠。
3、制丸部分的搓丸和切丸机构装在一个变速箱内,机件润滑条件良好,切丸速度可通过无级变速机的旋钮调节,使滚忉可获得6-30转/分的转速,直到切丸速度达到与出条速度匹配。
4、投料口大,压板翻动压料,便于填料,可杜绝棚料现象。料斗以翻板轴为界,分上下两开,清洗时拆开,十分方便。
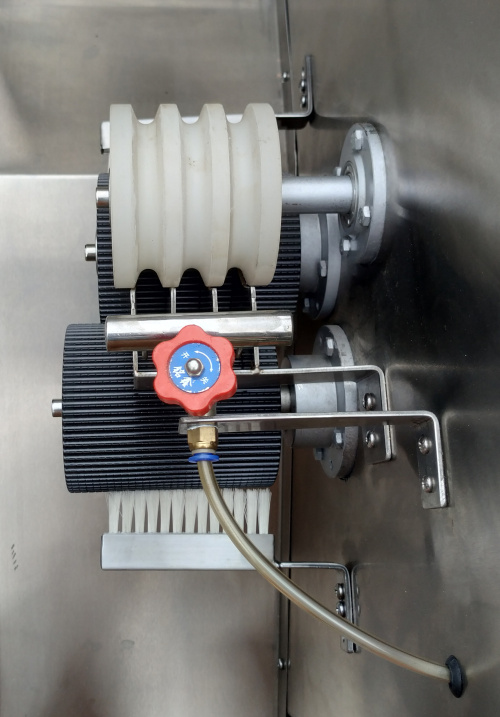
5、用酒精点滴药条,制丸忉外侧装有毛刷,可杜绝粘忉现象,酒精装在出条机构的方箱内,通过球阀调节酒精量的大小。
部分设备创新:
1、电控部分做了部分改进,清理机器方便。
2、加了变频,出条快慢可调,增加了产量。
3、绞龙部分改进
3.1双出料,增加了出料速度,加大了产量。
3.2加大了螺距跟深度,出料比老式的制丸机增加1/3。
4、老式的制丸机需要2个定位销、4个6mm的内六角才可以拆卸设备压料部分,新式的只需要2个10mm的内六角,还为客户配用定制的套筒内六角扳手,大大节省了人工。
5、搓丸出料板增加了深度、宽度,直接杜绝了药丸的外泄与滞留问题。
6、变速箱减少了涨紧轮,便于链条的拆装,节省了人工,杜绝因涨紧轮带来的链条脱落造成停机等其他问题。
7、由原来的电机/减速机改为摆线针轮一体机减少了设备运转中的噪音,动力平稳等。
主要技术参数:
型号 | WK-80 | WK-200 | WK-300 | WK-600 | WK-800 |
制丸范围 | 小蜜丸、小水丸、浓缩丸等 | ||||
理论产量(kg/h) | 3-15 | 5-30 | 8-40 | 40-120 | 50-200 |
制丸规格(mm) | 3-12 | 3-12 | 3-12 | 3-12 | 3-12 |
电压(V) | 380 | 380 | 380 | 380 | 380 |
主电机功率(kw) | 1.5 | 1.5 | 1.5 | 4 | 4 |
搓丸电机功率(kw) | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 |
切丸电机功率(kw) | 0.18 | 0.18 | 0.18 | 0.37 | 0.37 |
出条数(根) | 1 | 2 | 3 | 6 | 8 |
外形尺寸(cm) | 120×83×101 | 120×83×101 | 120×83×101 | 148×93×167 | 148×93×167 |
1、开机准备
检查齿轮箱及减速器的油位应保持在规定范围。
检查制丸忉是否对正、拧紧。
检查自控系统是否灵敏。
检查推料系统安装是否正确。
检查酒精系统是否正常。
打开酒精系统开关。
2、开机
打开电源开关,启动推料开关,调整好推料速度,加入药坨待药条光滑后,启动切丸、搓丸开关,调整切丸速度使其与推料速度匹配,将药条引入制丸忉槽中,即可工作。
挂条挠度
挂条挠度应保持一致。
3、加料
运行中均匀向料斗内加料,要加满,以不溢出为准。
4、切丸速度的调整
根据出条速度,使切丸速度略高于出条速度,保持药条贴在自控轮的下部。
5、酒精开关的调整
酒精滴的大小及数量以不粘忉为准。
1、投料时不得有异物进入料斗(特别要防止工具进入料斗)
2、清洗时不得划伤出条模板孔。
3、更换品种时,应将与药物接触的部位全部清洗干净,更换相应的制丸忉及出条模板。
4、时刻注意设备的运行情况,一有异常,应立即停机检查,排除故障。
减速器及齿轮箱机油面应保持在规定范围,正常运行情况下6个月更换新油一次。
1、出条模板的拆装
用专用扳手卸下推料器下部的推料螺母,打开推料开关,出条模板被物料推出。
2、制丸忉的拆装
拆卸时先卸下轴端螺母,然后用专用拨轮器分别卸下两把制丸忉。
安装时,应保持轴线平行。
3、弹簧的拆卸
卸下制丸忉后,用扳手卡住忉轴,从设备正面看,右侧忉轴上的螺纹为右旋,左侧为左旋,卸下法兰座上的螺钉后,旋转忉轴,使齿轮与齿轮轴分离,然后将忉轴向外抽,可将法兰座、齿轮轴、忉轴及弹簧一起抽出。去掉法兰座、齿轮轴再更换弹簧,弹簧分左、右旋,左侧为左旋,右侧为右旋。
4、导向键的拆卸
在拆下法兰座后,压紧弹簧,将齿轮轴向外抽动10毫米的距离取出导向键。
故障 | 故障原因 | 排除方法 |
丸与丸之间连接不断 | 制丸忉没有对正、药太硬、药太粘 | 对正制丸忉、处理药物、将制丸忉忉刃部搓成锯齿形 |
丸形呈方块形 | 药料硬,药性粘 | 将制丸忉R弧面,划成弧线沟,使制丸忉与药丸之间的摩擦力增加 |
出现异常声音不搓丸不切丸 | a.忉轴与齿轮轴卡死 b.弹簧断 c.齿轮轴与齿轮螺纹松动 | a.刮研忉轴与齿轮轴的接触面 b.更换弹簧 c.旋紧齿轮轴与齿轮 |
推料与切丸速度不同步 | 自控失灵 | a.检查接近开关磁头与金属片之间距离 b.更换接近开关 |
 当前位置:
当前位置:
 咨询电话:
咨询电话:
 全自动便捷迷你制丸机
全自动便捷迷你制丸机 全自动制丸抛光一体机
全自动制丸抛光一体机 全自动水丸机
全自动水丸机 搓丸机
搓丸机


 首页
首页
 产品
产品
 电话
电话